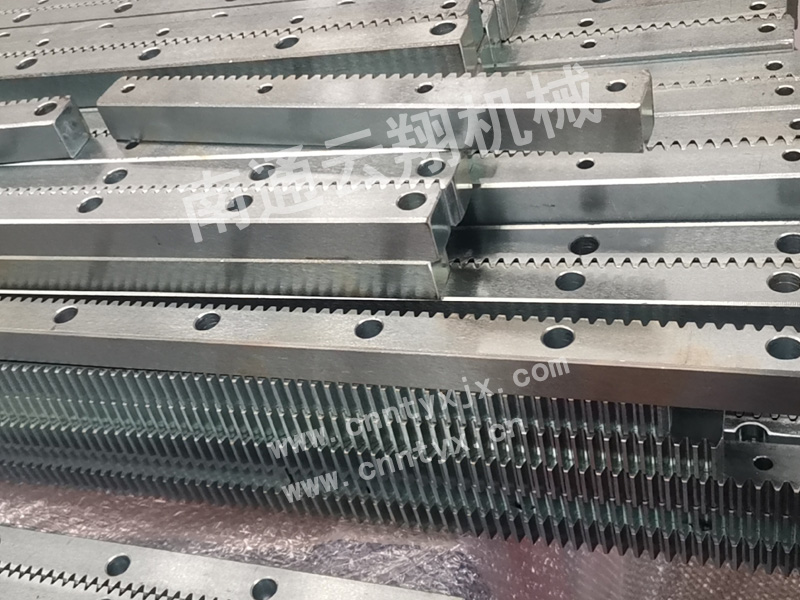
南和弧形齒條
發布日期:2021-04-11 03:04:41 網址:http://www.diamond51.cn 點擊:953 來源:南通云翔機械制造有限責任公司
南和弧形齒條經過加工,首先要對鋼材式樣進行分析,應為齒條根部受應力集中,所以淬火的后檢查齒根中心,該處也要達到要求。齒條齒部表面進行檢驗,不能有過燒出現,看齒部是否有裂紋,對于小批量的應全部檢查,大批量的應按照規定按照一定的比例進行抽查;還要檢查齒條表面硬度,一般要求硬度為45~50HRC,承載能力較大的齒條硬度應為50~55HRC。對于齒條的有效硬化層深度,要用維氏硬度計,在齒寬中部齒的截面上,自表至里檢測硬度,硬化層重點硬度值按照以下規定,臨界硬度(HVHL)=0.80*設計規定的低表面硬度齒條刀具加工的關鍵因素齒條刀具的全部齒形參數———齒距、齒厚、全齒高、螺旋角、后角、齒形角等均通過該工序一次成形。齒條采用接刀工藝方法可降低大尺寸齒條刀具的加工難度,拓展線切割機床的有效加工范圍。由于被加工齒條刀具的長度較大,且加工時為部分夾持,夾緊方向隨螺旋角的不同而變化,與水平面不垂直,因此對夾具的剛性要求較高。 線切割機床的上、下噴嘴是按程序編制的加工軌跡移動,噴嘴周圍有較大空間,因此可根據程序的加工方向將齒條刀具的一端固定在加工行程內,另一端置于噴嘴旁的空隙處,當加工完刀具的L1段后,松開夾具,將工件在夾具定位面中沿X軸方向斜向移動,使刀具的L2段完全進入可加工范圍內并夾持緊固,然后通過測量已加工出的基準面找出二段加工程序的起割點,通過執行二段加工程序,即可完成整把齒條刀具的線切割加工。 由于2段加工程序是以1段加工程序的加工面作為參考基準,因此即使存在加工誤差,也可保持誤差方向的一致性,減小加工誤差的影響。在加工實踐中發現,如以1段程序加工出的前一齒側面作為測量基準效果更好,由于該面也是設計基準面,如將其作為測量基準面,則可保證基準重合。工件移動時應保持方向不變,因此對夾具定位精度的要求也較高。在計算移動距離時,則應考慮電極切割絲與該基準面非垂直接觸引起的測量誤差,應將距離換算為X軸方向后再移動至起割點簡述鏈條發生銹蝕的原因鏈條發生銹蝕的原因:
理論上,通過準確測量已加工的基準面A和B,即可獲得2段加工程序在X、Y軸方向的起割點但在實際加工中,由于加工齒形面兩側時為X、Y軸同時運動,而加工A面時只有Y軸運動,因此難以保證A面的加工質量;同時因上、下噴嘴距離較大,電極切割絲的張力在精加工時不易達到要求,可能造成A面加工尺寸不穩定,從而導致較大的基準面測量誤差,影響2段加工程序起割點的確定。
(3) 與齒頂線平行且齒厚等于齒槽寬的直線稱為分度線(中線),它是計算齒條尺寸的基準線。 齒條的主要參數 齒槽寬,齒頂高,齒根高,齒高,齒厚,齒根圓半徑等 齒條專業生產精工機械廠
(3)波紋帶滾刀的主要參數為:齒數Z=26,模(4)波紋帶滾刀刀片材料為工具高速鋼該材料的特性是硬度高、強度高、耐磨性好、熱硬性高,并有足夠的韌性,在加工中及熱處理時變形較小實踐證明,該材料的刀具壽命比及9SiCr材料的刀具壽命長一倍多。

(5)操作時應先將物體稍微頂起一點,然后檢查千斤頂底部的墊板是否平整和牢固,如墊板受壓后不平整、不牢固、千斤頂有偏斜時,必須將千斤頂松下,經處理后重新進行頂升,頂升時應隨物體的上升在物體的下面及時增墊保險枕木,以防止千斤頂傾斜或失靈而引起活塞突然下滑的危險。(6)起升重物時,應在千斤頂兩旁另搭架枕木垛,以防意外。枕木垛和重物底面凈距離應始終保持在50mm以內,即應隨頂隨墊。(7)千斤頂的頂升高度,不得超過規定的行程。
因此,為了降低噪聲和壓力在齒輪,所以在你的車齒輪大部分是螺旋傘齒輪螺旋傘齒輪的簡介及其特點 螺旋傘齒輪的齒形是圓弧形狀,而且一般都是呈錐狀,像傘形,故名螺旋傘齒輪。

南和弧形齒條公司開發的另外兩項新技術表明了這種合作在解決復雜加工問題時的價值。一是采用金剛石涂層的整體硬質合金滾刀,用于加工制作Airbus380上含硅量25%的鋁合金構件;另一個例子是Fette公司現在已可提供用于車-銑加工中心的帶柄滾刀,該滾刀可用熱裝夾頭裝夾,使用可靠。 圓柱齒輪和齒條的銑削因為斜齒圓柱齒輪時齒槽是螺旋槽,用齒輪盤銑刀銑削時,工作臺必須扳轉一個螺旋角,使銑刀的螺旋平面和平共處齒槽方向一致,即銑刀齒形應和齒輪的法向齒形一樣,也是和斜齒圓柱齒輪的當量齒輪的齒形一樣。所以銑削斜齒圓柱齒輪時,應根據當量齒輪的齒數(即當量齒數)選擇刀號。8、在臥式銑床上銑削斜齒圓柱齒輪時,常用的對刀方法有哪兩種?
對減速器齒輪采用EP6號CRONEX磨料進行研磨研磨時首先在低速空載下研磨,然后加速加壓(通過控制載荷來控制壓力)研磨。

南和弧形齒條要在實際加工中實現上述加工原理,必須解決以下問題:L1段位置的確定。為了確定L1段的安全位置,必須在線切割機床上進行模擬運行。在噴嘴與工件不發生碰撞的前提下,應盡可能降低上噴嘴的高度;此外,在編程時應使兩段加工程序的中斷點位于齒根中點位置(如圖2所示),以避免在關鍵尺寸表面留下接刀痕跡,兩段加工程序之間應有部分重合區域(~0.3mm),以避免形成接刀筋。基準面的測量。理論上,通過準確測量已加工的基準面A和B,即可獲得2段加工程序在X、Y軸方向的起割點。但在實際加工中,由于加工齒形面兩側時為X、Y軸同時運動,而加工A面時只有Y軸運動,因此難以保證A面的加工質量;同時因上、下噴嘴距離較大,電極切割絲的張力在精加工時不易達到要求,可能造成A面加工尺寸不穩定,從而導致較大的基準面測量誤差,影響2段加工程序起割點的確定。此外,在重修超差工件時,由于A面在執行2段加工程序后已被切掉,故無法再作為基準面。在加工實踐中發現,如以1段程序加工出的前一齒側面作為測量基準效果更好,由于該面也是設計基準面,如將其作為測量基準面,則可保證基準重合。
另外夾具和齒坯制造、安裝、調整精度低也會引起齒向誤差2、齒形誤差分析 齒輪齒形誤差是指在齒形工作部分內,包容實際齒形廓線的兩理想齒形(漸開線)廓線間的法向距離。


